Products Description
Equipment functions:
1) The whole cast 45# steel frame, large sliding block structure, bearing large force, small deformation, large rolling force, high rolling speed;
2) The use of constant pressure, limited gap pressing method, can be continuously pressed intermittently coated battery pole. The pressure is stable, the roll cylindricity is high, the rolling sheet is uniform, and the deformation is small. Greatly improve production efficiency and reduce personnel workload;
3) Roll heating function;
4) With cutting edge, dust-proof device, brush function;
5) With roll surface cleaning mechanism function;
6) With correction tension control unwinding and taping platform;
7) with correction tension control winding;
8) with pole plate buffer device;
9) with roll removal device;
10) The electric pump booster system adjusts and controls the lifting of the cylinder through the touch screen of the man-machine interface to drive the lifting of the roller;
11) Constant pressure automatic control, adjust the roll oil pressure through the man-machine interface;
12) Roll movement value is displayed by the man-machine interface screen;
13) Man-machine interface input adjustment to change the oil pressure to roll gap.
Working mode: Tension unwinding → deviation correction → taping platform → edge cutting dust removal → pole buffer → rolling (heating roller needs to be preheated in advance)→ pole buffer → deviation correction → tension unwinding
Technical Parameters
| High Precision roll Press line Specifications | |
| Roll size | Φ 400 mm x 450 mm |
| Roll speed | 2 ~ 12r/min, variable speed adjustable |
| Rolling line speed | 2~14m/min |
| Maximum working pressure | 500KN-2000KN |
| Power requirements | 380V/50Hz, power 10KW |
| Compressed air | Pressure 0.5Mpa~0.7Mpa, flow rate: 0.04M3/min |
| Gross weight of equipment | About 5T, |
| Equipment size | The roller part is about 2700mm long x 1200mm wide x 1600mm high |
Equipment performance indicators:
- Maximum rolling force: 2000KN (200 tons);
- Roll surface finish: surface roughness of 0.04μm(approximate mirror);
- Roll heat treatment: roll hardness: HRC66-68, roll tempering :HB280-300, quenching depth ≥18MM, roll cylindricity ≤±0.001mm;
- Roll bearing adopts p5 class high-precision bearing;
- Roll adjustment gap: automatic locking device,0–2mm adjustable;
- Pole roll pressing mode: continuous roll pressing mode with gap and pre-pressure, The maximum pre-pressure is 6000KN by hydraulic pressure. The oil pressure is constant pressure and clearance is limited. The oil pressure is generated by electric pump. Gap adjustment range :0-2mm.
- Roll transmission mode: the upper and lower rollers of the universal coupling are respectively driven, and the rolling continuous coating or the gap coating pole plate runs smoothly, without impact or crawling;
- Hydraulic power adopts electric hydraulic system;
- The cutting tool is an assembled structure, the brush device is convenient to wear the belt, the cutting tool width is adjustable, suitable for 50 ~ 400mm edge;
- Rewinding machine performance indicators:
- Pole plate parameters: the barrel core is φ76mm, and the maximum straight length of winding is φ400mm;
- Unwinding parameters: When unwinding, the pole tension control accuracy is 5%;
- Maximum width of pole plate 400 mm;
- Tension adjustment (setting) range 0.5~12.5Kgf;
- Edge control: correction accuracy ≤±0.2mm;
- Tension adjustment :25N.
Configuration of main equipment components:
A. Materials:
- Roll material: 9Cr3Mo;
- Wall board material: 45#;
- Machine shell: cold-rolled plate, 1.5mm or more;
- Gas expansion shaft: Aluminum alloy, 3 inches;
- Winding frame: square steel A3; Vertical plate
- Overroll: adopts oxy-aluminum alloy roller, chrome-plated overroll;
- Gear: Fine grinding gear, accuracy 0.8;
- Standard main components
B. Standard main components:
- Touch screen: Xinjie;
- Servo driver: Panasonic;
- Analog output module: Mitsubishi;
- Liquid pressure sensor: TPT505;
- Roll converter: Europe;
- PLC: Mitsubishi;
- Hydraulic booster system: electric booster pump;
- Reducer: Obant;
- Rectification of winding: Dongdeng;
- Drive: Dongden;
- Tension control system: Cody;
- Bearing: P5 high precision roll bearing;
- Edge cutting tool: imported carbon steel knife;
- Oil circulation temperature control machine.
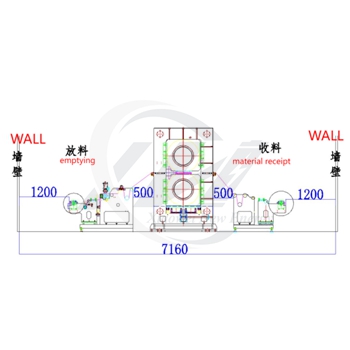
Equipment supporting
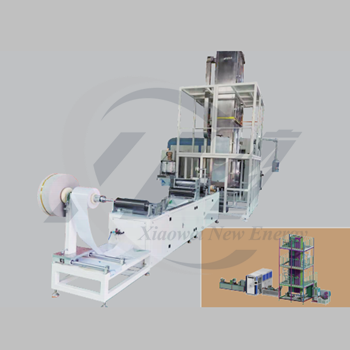
Polar strip continuous rolling production line is mainly composed of unwinding machine, oil pressure roll machine, winding machine, electric control system, electric booster pump, deviation correction device.
1. Unwinding machine:
The device is used to support the roll material to be rolled and transport it to the rolling mill for rolling. The device is composed of integral vertical plate installation (thickness 20mm), CNC machining center, hard chrome plated frame, linear bearing, deviation correction device, air expansion shaft, servo motor and tension controller, guide roller and other parts.
Main technical parameters:
- Reel: diameter 76mm effective length 500mm, With control valve expansion shaft, equipped with inflation gun;
- Max roll diameter: 400mm;
- Unloading capacity: 300kg;
- Tension controller: 0 ~ 25N.m (adjustable), using French Cordi tension control device;
- Correction equipment: using Dongdeng control system, controller accuracy ±0.2mm(Re).
2. Connecting platform:
- Connecting platform: composed of connecting plate, press rod, cylinder, guide rail, and unwinding machine device as one;\
- Connecting mode: the cylinder drives the pressure rod to assist the connecting operation;
- Connector width: 400mm.
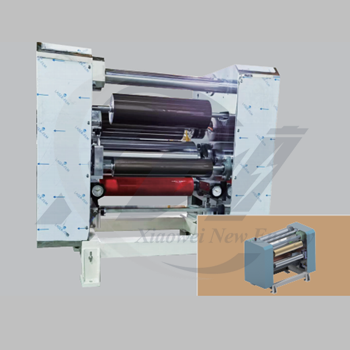
3. Edge cutting dust removal machine:
The edge cutting and dedusting machine is composed of a frame body, an upper cutting knife, a lower cutting knife, a brush barrel, a vacuum cleaner (provided by the user), a floating roller, a guide roller and other parts. The main function is to cut out the uncoated area and the edge bulge on both sides to prevent the uneven state of the pole plate caused by the different forces between the coated part and the uncoated edge part in the rolling process. Adjustable cutting edge knife, wide application range.
Main technical parameters:
- Cutter speed (max) : 40 r/min;
- Cutting width: 300mm ~ 450mm (continuously adjustable);
- Motor power: 0.75KW (three-phase 380V 50Hz);
- Total weight of the equipment: about 0.4T.
4. Vibration reduction device:
The vibration damping device is composed of a frame, a fixed guide roller, a floating guide roller, a linear guide rail and other parts, which is used to reduce the vibration of the pole plate in the gap pole plate rolling and prevent the broken belt.
- Quantity: 2 sets, one set for each front and back of the mill, the front buffer and the cutting edge are integrated, and the rear buffer and the winder are connected in one group.
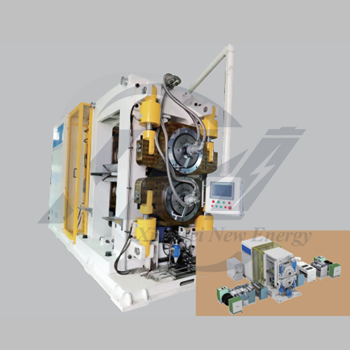
5. Oil press roll machine:
The rolling mill is the main equipment in the continuous rolling production line, which is composed of cast steel gantry frame, universal coupling, motor reducer, electric booster system, gap adjustment system, electrical control system, feed protection plate and roll surface cleaning mechanism.
The main function is to make the pole sheet under the rolling of the roll, so that the pole sheet to achieve the appropriate density, and according to the coating thickness to achieve the pole sheet thickness requirements. The equipment adopts the ball screw wedge iron gap adjustment structure to adjust the roll gap, and the roll speed is adjusted by the frequency converter to realize stepless speed regulation.
Main technical parameters:
- Overall dimensions (L x W x H) : About 2700mm L x 1200mm W x 1600mm H;
- Roll specification (roll diameter * roll width) : φ400*450mm;
- Effective width of roll surface: 400mm;
- Roll speed: 2 ~ 12rpm variable speed adjustable;
- Roll material: 9Cr3Mo(Products of Xingtai Roll Co., LTD.);
- Roller surface hardness: HRC≥66 ~ 68;
- Roll conditioning: HB280-300;
- Quenching layer depth: ≥18mm;
- Roll diameter jump: ≤±0.001mm;
- Roller surface roughness: Ra=0.04;
- Chrome plating thickness of roll: ≥0.18mm;
- Roll surface cleaning: the blade adjustment device can adjust the depth, the blade is a knife type structure, the scraper is close to the roll surface, to automatically remove the roller adhesion, and with a collection box, the blade cleaning is two sets of upper and lower rollers;
- Overall no-load diameter runout: ≤±0.002mm.
- Transmission mode: loose coupling drive;
- Main motor power: 8kW (2 *4KW 380V 50Hz);
- Hydraulic cylinder specifications: cylinder diameter φ200mm stroke 10mm;
- Maximum rolling force: 4000KN;
- Two roll line pressure: 0.45 ~ 4.5t/cm;
- Gap adjustment mode: middle wedge adjustment, hydraulic constant pressure; Roll gap adjustment range: 0 ~ 3mm
- Roll bearing: P5 high precision bearing;
- Weight of roller: about 5T;
- Device color: Brocade standard color;
- Equipment layout direction: the driving power part is on the left side of the feeding end;
- Maximum pressure: 200T.
6. Winder:
The role of the winder is to wind the electrode material after rolling on the mandrel. The device is composed of frame, linear bearing, deviation correction device, air expansion shaft, winding motor, servo motor, tension controller, guide roller and other parts.
Main technical parameters:
- Reel: air expansion shaft diameter: 76mm effective length: 400mm, with control valve air expansion shaft, equipped with inflation gun;
- Max roll diameter: 400mm;
- Maximum load capacity: 400kg;
- Tension controller: 0 ~ 25N.m (adjustable), using French Cordi tension control device;
- Correction device: using Dongdeng control system, controller accuracy ±0.2mm(Re).
7. Electrical control system:
The electrical part of the whole equipment is controlled by the operation panel on the electric control cabinet, which is composed of the main roller motor frequency converter, the winding motor, the electric pump booster system, the tension controller, etc.
- The unwinding machine is controlled by the tension controller through the servo motor;
- The rolling mill is driven by the main motor (frequency conversion speed regulation motor 11kW*2), driven by the reducer and universal coupling to drive the roll rotation, and the frequency converter is controlled to achieve frequency conversion speed regulation;
- The winder is driven by the winder motor to achieve winder. The tension controller controls the winding tension through a servo motor;
- The electric pump booster system adjusts and controls the lifting of the cylinder through the man-machine interface touch screen to drive the lifting of the roller;
- Rewinding and rewinding correction control by driving the motor to drive the rewinding machine and the rewinding machine correction device respectively to complete the rewinding and rewinding correction control;
- Adjust roll oil pressure through man-machine interface;
- Roll movement value is displayed by the man-machine interface screen;
- Man-machine interface input adjustment to change the oil pressure to roll gap;