Products Description
Through local tension and tension control, effectively reduce the longitudinal intermittent position wrinkling, swing roller speed synchronous control through the potentiometer detection signal to PLC, by PLC control servo speed; PLC+ low friction cylinder + electric proportional valve closed loop to adjust the tension, the display table shows the tension value.
Work process: Feed → feed roller → meter roller → main drive roller → clamping roller → feed roller → Discharge roller.
Technical Parameters
| Pull The Flattening Device | |
| Tension | maximum tension:12000N tension accuracy ±3N |
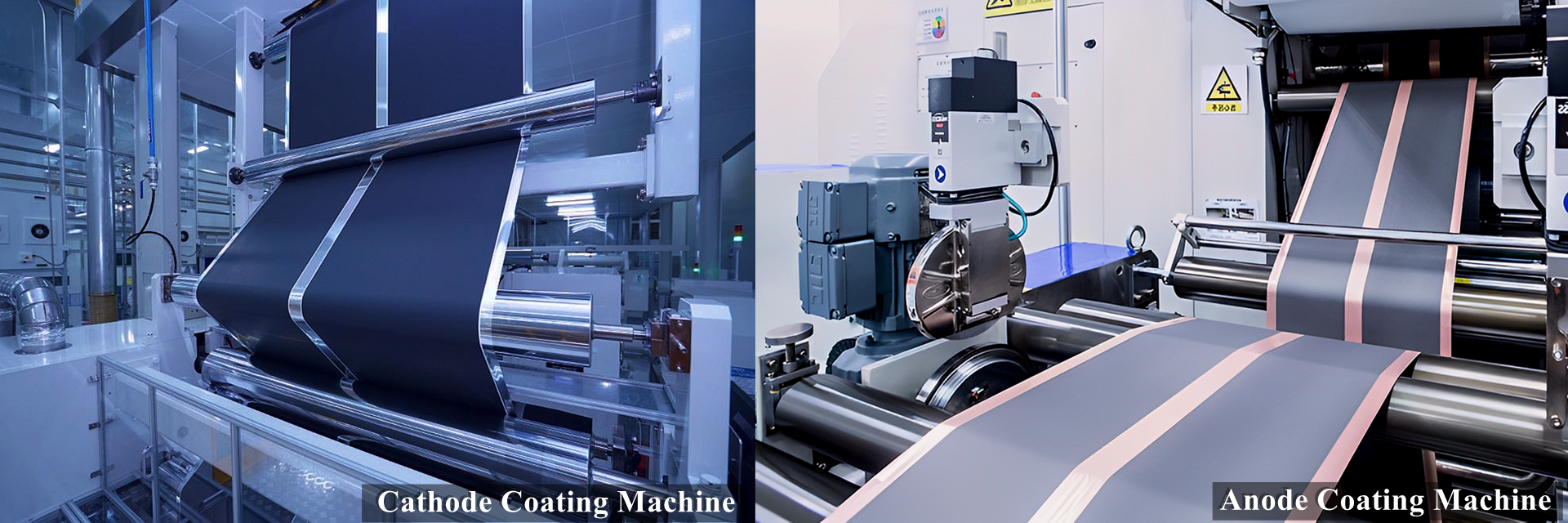
| Pole sheet elongation | single-side coating thickness ≤160um elongation rate 0.6%, single-side coating thickness > 160um elongation rate 0.4-0.5% |
| Roller material | 45 # steel accuracy: round runout, 002mm, straightness 0.002mm |
| Mechanical speed (mmin) | 1-50 ±2m/ |
| Wrinkle removal speed (m/min) | 1-50 ±2m/ |
| Zebra coating white space | 0-40mm |
| The compressive strength of aluminum foil should reach | ≥240±5 |